德国卡尔德意志半自动化荧光渗透线检测
19.7月, 2024
在工件的生产加工中,比如铸件的车削或者铣削切割等过程中,工件的表面容易产生裂纹或者气孔等缺陷。渗透检测可以用于检测工件表面的开口缺陷,如气孔、夹杂、裂纹、折叠和锻造的皱纹缺陷等。
我公司德国卡尔德意志研发生产的半自动化荧光渗透线检测系统能够有效地检测各种尺寸和形状的工件,该系统可应用于非铁磁性材料的检测、管道和化工厂的便携检测、航空航天领域的检测、飞机和汽车制造中轻金属和钛合金工件的检测等。
插入视频
- 渗透检测原理
- 首先,在检测之前需要对待测工件进行清洁,去掉工件表面的灰尘等杂物(如图1、图2所示);
- 工件表面清洁后,将渗透剂施加到待检区域,渗透剂通过毛细作用渗透到工件表面裂缝中(图3),一定时间后用清洗剂将工件表面的试剂冲洗掉(图4)。与此同时,工件裂缝中的渗透剂依然会保留(图5,图6);

- 涂上一层薄薄的显象剂(图7),由于红色渗透剂和白色显象剂之间的高对比度,裂缝可以清晰地被肉眼识别出来(图8)。另外,渗透剂还可以配有荧光材料,在高对比度的黑光灯下够看到裂纹显示。
- 半自动化荧光渗透检测线
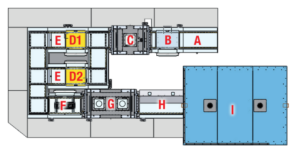
- 工件上料;
- 工件预清洗(该系统配备喷水装置);
- 烘干装置1;
D1.渗透槽(内置2级中灵敏度的渗透剂);
D2.渗透槽(内置3级高灵敏度的渗透剂);
E.排水站,每条线配备一个单独的水箱,渗透剂会再循环到相应的水箱内;
F.人工操作台,工作人员用水枪去除工件表面的渗透剂;

G.烘干装置2;

H.静电喷涂显象;
I.在暗室中用黑光灯进行视觉判定。

按下启动按钮,该半自动化荧光渗透检测线即可启动检测程序。并且,每个检测步骤会自动执行并可进行重复性检测。

由于待测工件的种类繁多,有时工件甚至很小,所以去除工件表面渗透剂和显象的步骤是手动操作的。即便如此,在检测过程中涉及到的相关数据会被该系统仔细记录并保存。
Pictures





